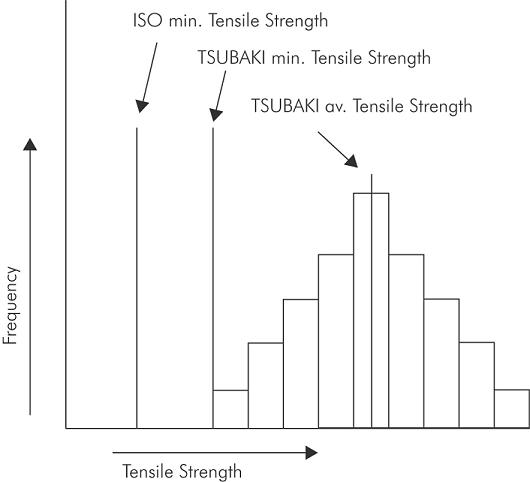
1. Mindestzugfestigkeit nach ISO Norm
Dies ist die nach ISO Norm festgelegte Mindestzugfestigkeit. Wenn eine Rollenkette bei einer Zugbeanspruchung unterhalb dieses Wertes ausfällt, hat sie die Vorgaben der Norm nicht erfüllt.
2. Mindestzugfestigkeit nach Tsubaki Standard
Dies ist der Mindestwert, der durch statistische Prozesse bei TSUBAKI ermittelt wurde. Wenn eine Rollenkette bei einer Zugbeanspruchung unterhalb dieses Wertes ausfällt, hat sie den TSUBAKI Standard nicht erreicht. Die TSUBAKI Standards sind strenger als die entsprechenden ISO Normen.
3. Durchschnittliche Zugfestigkeit nach Tsubaki Standard
Dies ist die tatsächlich gemessene Bruchlast nach Langzeittests an einer großen Anzahl von Kettensträngen. In der Praxis kann die Last, bei der ein Strang einer Rollenkette bricht, natürlich höher oder niedriger ausfallen; insofern stellt dieser Durchschnittswert keine Garantie dar.
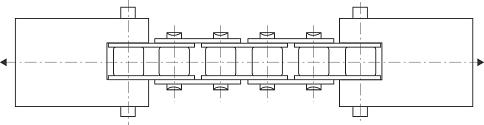
4. Zugfestigkeitsprüfverfahren
Wie unten zu sehen, wird eine Rollenkette mit mindestens fünf Kettengliedern an beiden Einspannvorrichtungen eingespannt und so lange belastet, bis ein Bruch erfolgt. An der Art des Bruchs kann die Ursache des Versagens der Kette bestimmt werden.
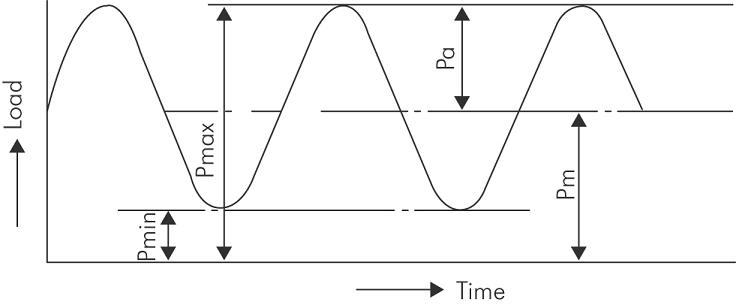
5. Maximal zulässige Belastung
Die maximal zulässige Belastung (MZB) einer Rollenkette (ausgenommen Ketten aus Edelstahl und technischem Kunststoff) ergibt sich aus dem niedrigsten Wert für die Dauerfestigkeit. Wenn die Rollenkette wiederholt einer Last unterhalb dieses Werts ausgesetzt wird, ist ein Ermüdungsbruch ausgeschlossen.
Die MZB nach TSUBAKI Standard wird nach 10 Mio. mal wiederholter Last bestimmt, statt 3 Mio. nach europäischer Norm.
Die maximal zulässige Belastung von Ketten aus Edelstahl und technischem Kunststoff wird durch den Anpressdruck zwischen Bolzen und Buchsen bestimmt.
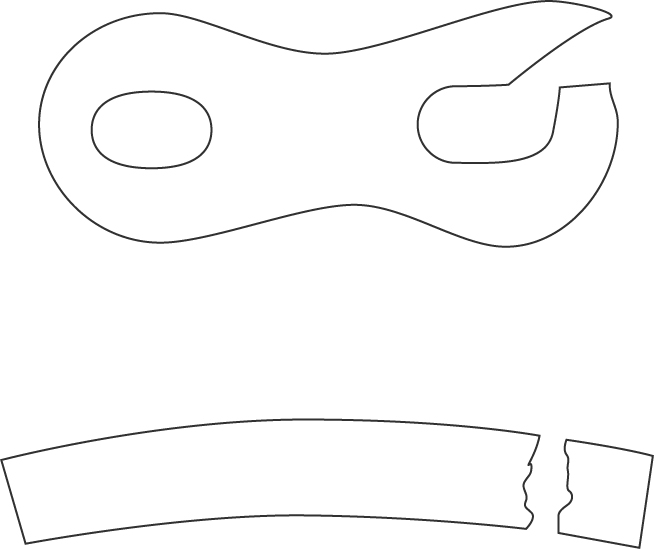
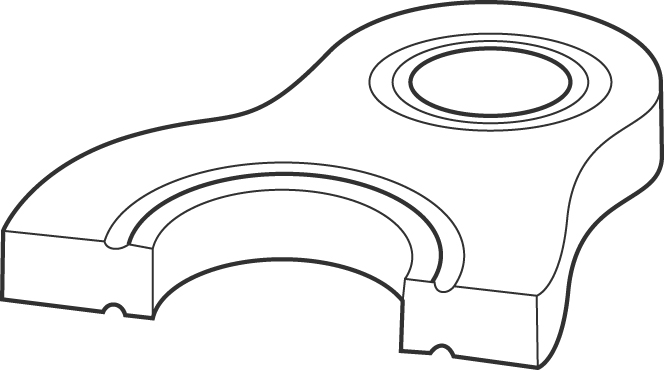
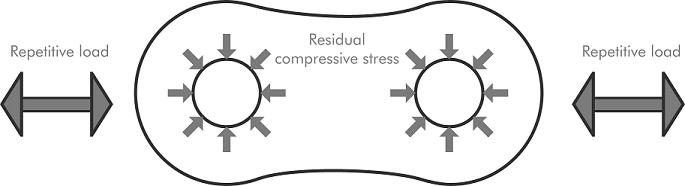
6. Stanzringverdichtung
Für eine einfache Installation sind der Bolzen und die Lasche eines Verschlussglieds in Schiebesitz (Slip-Fit) -Ausführung. Diese Art Verschlussglied hat üblicherweise eine um 20% niedrigere Dauerfestigkeit als die Kette selbst. Um diesen Verlust auszugleichen und dennoch dem Bedarf der Kunden nach einfacher Installation gerecht zu werden, hat TSUBAKI ein Spezialverfahren entwickelt: die patentierte Stanzringverdichtung.
Durch die Anwendung dieser patentierten Technik erzeugt TSUBAKI rund um das Bolzenloch der Lasche eine kalte Verformung. Dies führt um den Bolzen zu einer Eigenspannung und somit zu einer Erhöhung der Festigkeit. Durch die Anwendung dieser Technik erhöht sich die Leistungsübertragung wieder auf 100%.
Tsubaki wendet den patentierten Stanzringprozess auf alle Verbindungsglieder in Schiebesitzausführung an.
Für besonders anspruchsvolle Betriebsbedingungen hat TSUBAKI die Serie der Hochleistungsketten entwickelt. Diese sind standardmäßig mit Presssitz- (Press-Fit) Verschlussgliedern (Presspassung) ausgestattet. Die Installation ist etwas komplizierter als bei den Standardverschlussgliedern.
7. Kugelkalibrieren
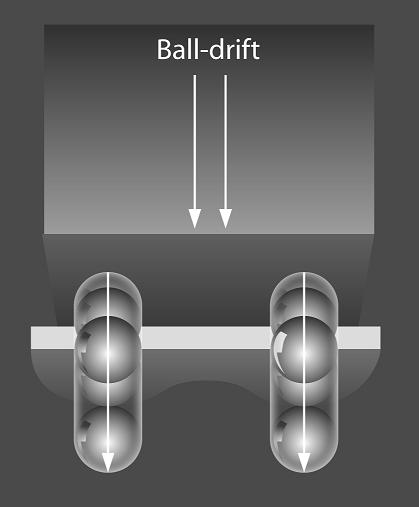
Kugelkalibrieren ist ein Verfahren, bei dem eine gehärtete Stahlkugel durch ein Loch in einer bereits gehärteten Stahlplatte gepresst wird. Ziel dieses Verfahrens ist es, eine lokale plastische Verformung zu erzeugen und die Druckeigenspannung der Ränder des Lochs zu erhöhen. Darüber hinaus werden mit diesem Verfahren die Stanzriefen und scharfen Kanten beseitigt und eine Optimierung der Presspassung erreicht. Zusammen ergibt dies eine deutlich erhöhte Lebensdauer (um bis zu 30%).
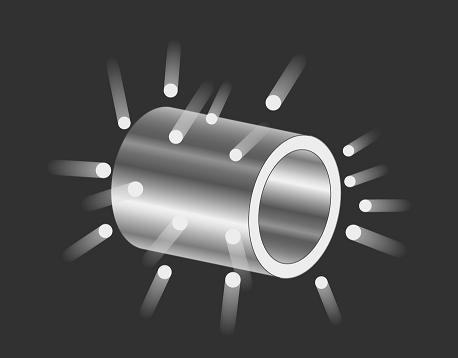
8. Kugelstrahlen (Shot-Peening)
Shot-Peening ist ein Verfahren zur Erstellung einer umfassenden Eigenspannungsschicht und Veränderung der mechanischen Eigenschaften von Metallen. Dabei wird die Werkstückoberfläche mit einem kugelförmigen Strahlmittel (Metall- oder Keramikpartikel) bestrahlt, so dass eine plastische Verformung erreicht wird. Bei TSUBAKI werden alle Grundbestandteile einer Kette (außer Bolzen) diesem Verfahren unterzogen.
 Durch das Shot-Peening erhöht sich der Widerstand gegen:
Durch das Shot-Peening erhöht sich der Widerstand gegen:
9. Vorrecken
Nach der Montage der Kette wird diese von TSUBAKI vorgereckt, d.h. einer Vorbelastung ausgesetzt, die in etwa der empfohlenen maximal zulässigen Belastung entspricht. Diese Kraft wird auf die verschiedenen Komponenten der Kette - darunter Bolzen, Buchsen und Verschlussglieder - aufgebracht. Vorteil der Vorreckung ist die Verringerung der sonst üblichen Anlauflängerung. Da sich dadurch die Lebensdauer der Kette erhöht, ist das Vorrecken ein sehr wichtiges Verfahren zur Reduzierung der Einlauflängung.
